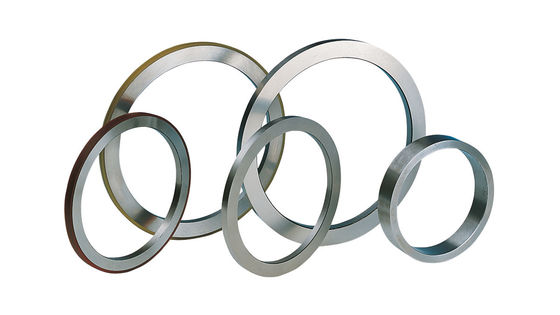
SENDA fabrique des lames de tranchage rotatives HRC55 pour le tranchage longitudinal continu de tôles, bobines et bandes en acier inoxydable.
Chaque lame est personnalisée en fonction de la qualité de l'acier inoxydable, de l'épaisseur du matériau, de la résistance à la traction, de la vitesse de coupe, des dimensions de l'arbre et des conditions de la machine.D2 et SKD11 sont disponibles en tant qu'options principales de matériaux de lame, d'une dureté de 55 ̊57 HRC.
Pour les tailles de lame applicables, la tolérance d'épaisseur peut être réglée jusqu'à ± 0,001 mm, le parallélisme jusqu'à 0,002 mm et la rugosité de la surface polie jusqu'à Ra 0,1 μm.
Informations clés sur le produit
|
Nom de l'article
|
Spécification
|
| Matériau de la lame |
D2 / SKD11 |
| Dureté |
HRC 55 ̊57 |
| Les dimensions |
Personnalisé selon les dessins |
| Quantité de produit |
2 pièces |
| Temps de réalisation |
Environ 35 jours |
| Emballage |
Boîtier en bois |
| Récoupage |
Disponible pour les clients étrangers |
Vue d'ensemble du produit
Les lames de trancheuse rotative HRC55 sont installées sur les arborets supérieur et inférieur des machines de trancheuse en acier inoxydable.Les lames utilisent un dégagement horizontal contrôlé et un chevauchement vertical pour diviser en continu des feuilles ou des bobines en acier inoxydable en bandes plus étroites.
Les applications typiques sont:
- lignes de découpe de bobines en acier inoxydable
- Machines pour couper des feuilles d'acier inoxydable
- Production de bandes en acier inoxydable
- Centres de services de transformation des métaux
- Traitement de bande de précision en acier inoxydable
- Décapage des bords en acier inoxydable
- Systèmes de découpe à couteaux multiples
Le résultat final de la découpe n'est pas déterminé par la dureté seule, le matériau de la lame, la précision dimensionnelle, la géométrie de pointe, l'état de l'arbre,Les paramètres de configuration et d'installation de l'écartement doivent également être adaptés à l'application.
Avant la production, SENDA examine la qualité, l'épaisseur, la résistance à la traction, les dimensions de la lame et les conditions de la machine.
Problèmes courants dans la découpe de l'acier inoxydable
Des éboulements de bord excessifs
Les écorchures excessives peuvent être liées à un dégagement horizontal incorrect, à l'usure des bords de coupe, à des erreurs d'installation de la lame ou à un débordement de l'arbre.
L'épaisseur de la lame et le parallélisme affectent également la position de coupe entre les lames supérieure et inférieure.les écarts dimensionnels dans les pales et les espaceurs individuels peuvent s'accumuler et modifier le dégagement de coupe réel.
Le contrôle de l'enroulement nécessite donc une évaluation des lames et de la configuration complète de l'outillage.
Déchiquetage à la pointe
La déchirure des lames n'est pas toujours causée par une dureté insuffisante.
Si la dureté est trop élevée sans une ténacité suffisante, des éclats locaux peuvent survenir lors de la découpe d'acier inoxydable à haute résistance, en fonctionnant avec un chevauchement excessif des lames ou en rencontrant un impact anormal.
Si la dureté est trop basse, l'usure du tranchant et la fréquence de re-mouture peuvent augmenter.
L'intervalle HRC 55?? 57 doit donc être adapté à l'état de traitement thermique de D2 ou SKD11, à la résistance de l'acier inoxydable, à l'épaisseur du matériau et à la charge de la machine.
Usure inégale de la lame
L'usure unilatérale ou localisée de la lame peut être liée à:
- Plaineté ou parallélisme de la lame
- Résorption de l'arbre
- Configuration de l'épaisseur de l'écartement
- Condition de verrouillage des outils
- Chargement irrégulier
- Variations de l'épaisseur de l'acier inoxydable
- Correspondance incorrecte entre la lame et la pièce
Avant de remplacer les lames, il convient également d'inspecter les arborets, les espaceurs, les anneaux de décapage et les conditions d'installation.
Largeur de bande instable
Les variations de largeur de bande peuvent être causées par l'épaisseur de la lame, la précision de l'espacement, le positionnement de l'arbre, le verrouillage des outils ou le suivi du matériau.
Pour les lignes de découpage à plusieurs lames, le contrôle dimensionnel doit couvrir l'ensemble de l'outillage et non seulement les lames rotatives individuelles.
Pourquoi le matériau, la dureté et la précision des lames doivent être adaptés
HRC55 n'est pas le seul facteur de sélection
HRC55 indique le niveau de dureté Rockwell de la lame, mais il ne peut pas déterminer indépendamment si la lame est adaptée à une ligne de découpe en acier inoxydable particulière.
La sélection de la lame doit également tenir compte:
- d'acier inoxydable
- Épaisseur du matériau
- Résistance à la traction ou dureté
- Vitesse de découpage
- Largeur de bande requise
- Diamètre extérieur de la lame, diamètre intérieur et épaisseur
- Conditions de la machine et de l'arbre
- Problèmes de déchirure, de fissuration ou d'usure
D2 et SKD11 peuvent être soumis à un traitement thermique dans la plage HRC 55-57.
La tolérance à l'épaisseur affecte l'assemblage des outils
Pour les tailles de lame applicables, SENDA peut contrôler la tolérance d'épaisseur de lame jusqu'à ± 0,001 mm.
Dans un ensemble d'outillage à lames multiples, l'épaisseur de la lame et de l'espacement détermine la largeur accumulée de l'outillage.Une déviation accumulée excessive peut entraîner une variation de la largeur de bande ou une différence entre la hauteur de coupe réelle et la hauteur de coupe prévue..
La valeur de ± 0,001 mm ne s'applique pas à tous les diamètres et épaisseurs. Les tolérances finales sont confirmées en fonction des dimensions de la lame et du degré de précision requis.
Le parallélisme affecte le contact des lames
Pour les tailles de lames applicables, le parallélisme peut être réduit à 0,002 mm.
La déviation parallélistique peut entraîner un contact localisé, une charge inégale ou une usure incohérente des bords de coupe.Le parallélisme contrôlé aide à maintenir la position de contact prévue entre les lames supérieures et inférieures.
La rugosité de la surface affecte le frottement et le contact
La surface fine standard peut atteindre Ra 0,2 μm.
Pour les tailles de lames applicables, une surface poli jusqu'à Ra 0,1 μm est disponible.
La finition de surface requise doit être sélectionnée en fonction des exigences de surface en acier inoxydable, de l'adhérence du matériau, de la vitesse de découpe et des conditions de fonctionnement.
SENDA HRC55 Solution de lame de trancheuse rotative
Personnalisé selon les dessins et les conditions de fonctionnement
SENDA fabrique des lames à fente rotatives HRC55 selon les dessins du client, les échantillons physiques ou les dimensions existantes de la lame.
Les éléments personnalisables comprennent:
- Diamètre extérieur
- Diamètre intérieur
- Épaisseur de la lame
- Adaptation à l'abattage
- Géométrie de pointe
- Dureté
- Plateur
- Le parallélisme
- Roughness de la surface
- Protection contre la rouille
- Méthode d'emballage
La qualité de l'acier inoxydable, la gamme d'épaisseurs, la résistance à la traction, la vitesse de découpe et les conditions de la machine sont examinées avant la production.
Options de matériaux D2 et SKD11
Les aciers D2 et SKD11 sont des aciers à outils à froid utilisés pour les lames de découpe de métaux.
La sélection finale des matériaux dépend de:
- Forces en acier inoxydable
- Épaisseur du matériau
- Charge de coupe
- Mode d'usure prévu
- Risque de déchiquetage
- Exigences en matière de remise en état
- Conditions de la ligne de coupure
La valeur HRC 55 ‰ 57 indiquée sur cette page est la plage de dureté de la lame disponible.
Le broyage de précision et le contrôle des dimensions
SENDA contrôle les éléments suivants selon les dimensions de la lame et le dessin approuvé:
- Épaisseur de la lame
- Plateur
- Le parallélisme
- Dimensions du forage
- Concentricité ou écoulement radial
- Condition de pointe
- Roughness de la surface
Pour les tailles de lames applicables:
- La tolérance d'épaisseur peut atteindre ± 0,001 mm
- Le parallélisme peut atteindre 0,002 mm.
- La rugosité de surface standard peut atteindre Ra 0,2 μm
- La rugosité de la surface polie peut atteindre Ra 0,1 μm
Appui complet à l'outillage de découpe
En plus des lames de tranchants rotatifs, SENDA peut fournir des composants d'outillage correspondants selon la largeur de bande requise, la méthode de décapage du matériau et la structure de la machine.
Les composants disponibles sont les suivants:
- Dispositifs d'acier
- Les Shims
- Rings en PU
- Des anneaux en caoutchouc
- Rings de séparation
- Anneaux de décapage en acier
Les lames, les espaceurs et les composants de décapage doivent être configurés comme un système d'outillage complet afin de réduire les disparités dimensionnelles et le décapage instable des matériaux.
Spécifications techniques
|
Paramètre
|
Spécification
|
| Nom du produit |
Les lames à fente rotative HRC55 |
| Application du projet |
Découpe de tôles, de bobines et de bandes en acier inoxydable |
| Matériau de la lame |
D2 / SKD11 |
| Dureté |
HRC 55 ̊57 |
| Diamètre extérieur |
Personnalisé selon le dessin |
| Diamètre intérieur |
Personnalisé selon les dimensions de l'arbre |
| Épaisseur de la lame |
Personnalisé selon la configuration de l'outillage |
| Tolérance à l'épaisseur |
Jusqu'à ± 0,001 mm pour les tailles de lames applicables |
| Le parallélisme |
Jusqu'à 0,002 mm, selon les dimensions |
| Plateur |
Contrôlées en fonction du diamètre, de l'épaisseur et des exigences en matière de dessin de la lame |
| La tolérance à l'ennui |
Conformément au dessin approuvé et à l'ajustement de l'arbre |
| Concentricité / écoulement radial |
Conformément au dessin approuvé et à la donnée de contrôle |
| Roughness de surface standard |
Ra 0,2 μm |
| Roughness de surface polissée |
Jusqu'à Ra 0,1 μm pour les tailles de lames applicables |
| Géométrie des bords |
Personnalisé selon l'application de découpe |
| Base de fabrication |
Dessin, échantillon ou dimensions de lame existantes |
| Outils correspondants |
Départements, boucles, anneaux en PU, anneaux en caoutchouc et anneaux de strip-tease |
| Quantité de produit |
2 pièces |
| Temps de réalisation |
Environ 35 jours |
| Emballage standard |
Boîtier en bois |
| Service de remise en état |
Disponible pour les clients étrangers |
| Certification |
Pour les produits de base |
| Pays d'origine |
Chine |
Nom de l'organisme:Les valeurs de précision énumérées ne s'appliquent pas à toutes les tailles de lame, les tolérances finales et les critères d'inspection étant confirmés en fonction du diamètre, de l'épaisseur, du matériau et du dessin approuvé de la lame.
Applications de découpe en acier inoxydable
Les lames de trancheuse rotative HRC55 sont utilisées pour le tranchage longitudinal des tôles, bobines et bandes en acier inoxydable.
La configuration de la lame doit être choisie en fonction de la qualité spécifique de l'acier inoxydable et des conditions de fonctionnement.
Les différentes nuances d'acier inoxydable peuvent avoir des caractéristiques différentes:
- Résistance à la traction
- Comportement de durcissement du travail
- Exigences en matière de surface
- Exigences relatives à la coupe des bords
- Risques de fissuration et d'usure
La description générale "acier inoxydable" n'est pas suffisante pour la sélection finale de la lame.
Comment fonctionnent les lames à fente rotative HRC55
Les lames de tranche rotative sont normalement installées par paires sur les arborets supérieur et inférieur.
Au fur et à mesure que l'acier inoxydable passe à travers la machine, les lames supérieure et inférieure créent une action de cisaillement continue grâce à un dégagement horizontal contrôlé et à un chevauchement vertical.
L'état final de coupe est affecté par:
- Matériau et dureté de la lame
- Condition de pointe
- Dégagement horizontal
- Surcharge verticale
- Précision de l'arbre
- Parallélisme des lames
- Configuration de l'épaisseur de l'écartement
- Arrangement de l'anneau du strip-teaseur
- Épaisseur du matériau
- Résistance à la traction
- Vitesse de la chaîne de production
Il ne convient pas d'appliquer un ratio de dégagement fixe unique à chaque qualité d'acier inoxydable.
Le dégagement horizontal doit être choisi en fonction de la qualité de l'acier inoxydable, de l'épaisseur du matériau, de la résistance à la traction, de l'état des bords requis et de l'état de la machine.
Un dégagement insuffisant peut accroître la charge de coupe, l'usure et le risque de fissuration. Un dégagement excessif peut entraîner une zone de fracture plus large, une augmentation des taches ou une déformation du bord.
Comment choisir la bonne lame de tranchage HRC55
Confirmez le matériau en acier inoxydable
Veuillez fournir:
- d'acier inoxydable
- Série SUS
- Condition du matériel
- Résistance à la traction
- Résistance ou dureté au rendement
La qualité et la résistance du matériau influent sur le matériau de la lame, la dureté, la géométrie des bords et le dégagement de coupe.
Vérifiez l'épaisseur du matériau
Veuillez fournir:
- Épaisseur de fonctionnement normale
- Épaisseur minimale
- Épaisseur maximale
- Si l'épaisseur change pendant la production
L'épaisseur du matériau affecte la charge de la lame, les dimensions, le dégagement et les exigences de chevauchement.
Vérifiez les dimensions de la lame
Les informations recommandées comprennent:
- Diamètre extérieur
- Diamètre intérieur
- Épaisseur de la lame
- Porte-clés ou structure de montage
- Géométrie de pointe
- Matériau de lame existant
- Dureté actuelle de la lame
Si aucun dessin n'est disponible, les clients peuvent fournir des photographies, des dimensions ou des échantillons physiques des lames existantes.
Confirmer la machine et les paramètres de production
Veuillez fournir:
- Modèle de machine à découper
- Dimensions de l'arbre
- Vitesse de découpage
- Largeur de bande requise
- Nombre de lames dans chaque ensemble d'outils
- Méthode de verrouillage par outil
- Configuration existante de l'écartement et de l'anneau de décapage
Les lames doivent être assorties de l'arbre et du système d'outillage complet et ne doivent pas être fabriquées en utilisant uniquement des informations sur le diamètre extérieur et le diamètre intérieur.
Décrivez les problèmes de découpe existants
Veuillez expliquer les problèmes actuels, notamment:
- Des éboulements excessifs
- Déchiquetage de pointe
- Re-mélange fréquente
- Usure inégale de la lame supérieure et inférieure
- Largeur de bande instable
- Des rayures de surface en acier inoxydable
- Adhésion du matériau
- Décapage de matériaux instables
SENDA peut examiner si les lames, la clearance, les espaces, les arborets et les conditions d'installation doivent être ajustés ensemble.
Processus de fabrication
La voie de fabrication des lames de trancheuse rotative HRC55 est déterminée en fonction du matériau, des dimensions, de la structure et des exigences de précision de la lame.
Un processus typique comprend:
- Examen du dessin et de la demande
- Sélection du matériau de la lame
- Inspection des matières premières
- Préparation ou forgeage en blanc
- Traitement thermique et trempage
- Machinerie à la machine à coudre
- Machinerie interne et externe
- Le broyage de surface de précision
- Machinerie de pointe
- Déchets et déchets de métaux
- Démagnétisation et prévention de la rouille
- Inspection finale
- Emballages en bois
Les lames minces, les lames de grand diamètre et les géométries spéciales des bords peuvent nécessiter des contrôles différents lors du traitement thermique et du broyage.
Inspection et contrôle qualité
SENDA a été fondée en 1998 et compte plus de 100 employés.
En fonction de la commande et du dessin approuvé, les éléments de contrôle peuvent comprendre:
- Matériau de la lame
- Dureté
- Diamètre extérieur
- Diamètre intérieur
- Épaisseur de la lame
- Plateur
- Le parallélisme
- Concentricité ou écoulement radial
- Roughness de la surface
- Condition de pointe
- Écorchures de surface
- Déchiquetage et éboulement
- Marquage du produit
- Protection contre la rouille
- Condition de l'emballage
Les exigences relatives à l'inspection finale sont fondées sur le dessin, la commande et l'accord technique approuvés.
Service de remise en service à l'étranger
SENDA fournit des services de remontage à l'usine à des clients étrangers.
Avant le rebroyage, les lames utilisées sont évaluées pour:
- Vêtements de pointe
- Profondeur de déchiquetage
- Dimensions restantes de la lame
- Condition du matériau et dureté
- Historique précédent de refonte
- Plaineté et parallélisme
- fissures ou dommages anormaux
Lorsque les lames restent adaptées au re-moulinage, SENDA peut effectuer la restauration des bords, le re-moulinage de précision, la réinspection dimensionnelle, la prévention de la rouille et le re-emballage.
Il est possible de remplacer des lames avec des éclats profonds, des dimensions restantes insuffisantes ou des dommages structurels.
Emballage, MOQ et livraison
Quantité minimale de commande
La quantité minimale de commande est:
2 pièces
Cela prend en charge les spécifications personnalisées, la confirmation des échantillons et les exigences de remplacement de petits lots.
Temps de réalisation
Le délai standard est:
Environ 35 jours
Le délai de livraison final dépend du matériau de la lame, de ses dimensions, de sa quantité, de la voie de traitement thermique et des exigences de précision.
Emballage standard
L'emballage standard est un boîtier en bois.
La préparation de l'emballage comprend normalement:
- Nettoyage des lames
- Protection contre la rouille
- Protection de pointe
- Fixation individuelle ou en couches
- Renforcement interne du boîtier en bois
- Inspection du marquage extérieur
La méthode d'emballage est ajustée en fonction des dimensions de la lame, du poids et de la quantité de commande.
Questions fréquentes
Est-ce que HRC55 est adapté à toutes les applications de découpe en acier inoxydable?
Je ne veux pas.
Le HRC55 est une exigence de dureté de la lame qui doit également être évaluée avec le matériau de la lame, la qualité de l'acier inoxydable, l'épaisseur du matériau, la résistance à la traction, la vitesse de coupe et le risque de fissuration.
Comment choisir entre D2 et SKD11?
D2 et SKD11 peuvent être utilisés pour les lames de découpe de métaux.
La sélection finale dépend de la résistance, de l'épaisseur, de la charge de coupe, du mode d'usure attendu, du risque de déchiquettage et des exigences de re-molition de l'acier inoxydable.
SENDA confirme la configuration du matériau et du traitement thermique après examen des conditions de fonctionnement.
Est-ce que SENDA peut fabriquer des lames selon les dessins?
- Je suis désolé.
SENDA est en mesure de fabriquer des lames à fente rotatives selon les dessins du client, les dimensions existantes de la lame ou les échantillons physiques.
Les dessins doivent de préférence inclure le diamètre extérieur, le diamètre intérieur, l'épaisseur, les tolérances, la géométrie des bords et les exigences en matière de matériaux.
Quelle précision SENDA peut-elle fournir?
Pour les tailles de lames applicables:
- La tolérance d'épaisseur peut atteindre ± 0,001 mm
- Le parallélisme peut atteindre 0,002 mm.
- La rugosité de surface standard peut atteindre Ra 0,2 μm
- La rugosité de la surface polie peut atteindre Ra 0,1 μm
La précision finale est confirmée en fonction des dimensions de la lame et des exigences de dessin.
Le SENDA peut-il fournir des espaceurs et des bagues de strip-tease?
- Je suis désolé.
SENDA est en mesure de fournir des espaceurs en acier, des châssis, des anneaux en PU, des anneaux en caoutchouc, des anneaux de séparation et des anneaux de décapage en acier pour des configurations complètes d'outils de découpe.
Le SENDA fournit-il des travaux de refonte pour les clients étrangers?
- Je suis désolé.
Avant le rebroyage, les lames doivent être évaluées en ce qui concerne l'usure, les éclats, les dimensions restantes, l'état du matériau et les antécédents de rebroyage.
Quelles informations sont requises pour un devis?
Veuillez fournir:
- d'acier inoxydable
- Plage d'épaisseur du matériau
- Résistance à la traction ou dureté
- Vitesse de découpage
- Largeur de bande requise
- Diamètre extérieur de la lame, diamètre intérieur et épaisseur
- Modèle de machine à découper
- Dessin ou échantillon
- Matériau de lame existant
- Problèmes actuels de découpe
- Quantité requise
- Exigences relatives à l'appariement des outils
Informations à la demande
Pour un examen de la demande et un devis, veuillez fournir:
- d'acier inoxydable
- Épaisseur minimale et maximale du matériau
- Résistance à la traction ou dureté
- Vitesse de découpage
- Largeur de bande requise
- La couche OD × ID × épaisseur
- Modèle de machine à découper et dimensions de l'arbre
- Matériau et dureté des lames existantes
- Problèmes de déchirure, de fissuration ou d'usure
- Distances requises, plaquettes, anneaux en PU ou anneaux de strip-tease
- Dessin, photographies ou échantillons
- Quantité requise

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!