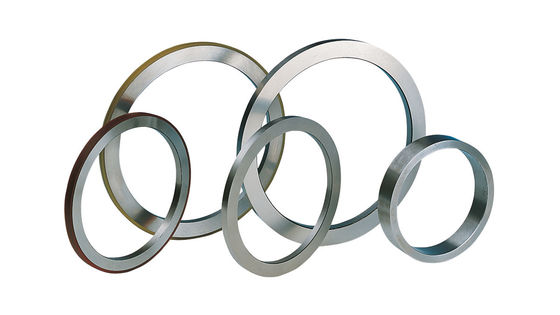
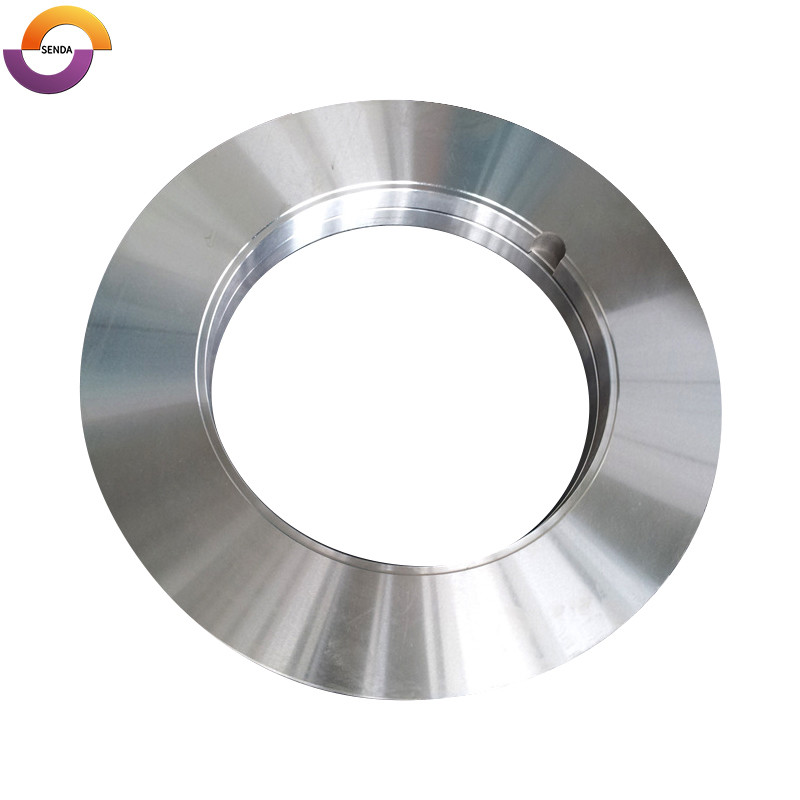
Les lames de découpe rotatives SENDA sont conçues pour le refendage longitudinal de bobines, tôles et bandes d'acier laminées à chaud refroidies. Les lames sont montées sur les arbres supérieur et inférieur d'une ligne de refendage. Un jeu horizontal contrôlé et un chevauchement des lames sont utilisés pour cisailler en continu une large bobine d'acier en bandes plus étroites.
Les pales peuvent être personnalisées selon des dessins techniques, les dimensions des pales existantes ou des échantillons physiques. Le matériau de la lame, la dureté, la précision dimensionnelle et l'outillage de support sont sélectionnés en fonction de l'épaisseur de l'acier laminé à chaud, de la résistance à la traction, de la vitesse de refendage, des conditions de la machine et des problèmes de coupe actuels.
Principales spécifications du produit
|
Paramètre
|
Spécification
|
| Nom du produit |
Lames de découpe rotatives |
| Autres noms |
Lames de découpe en bobine, couteaux de découpe circulaires, lames de cisaillement rotatives |
| Application |
Refendage longitudinal de bobines, tôles et bandes d'acier laminées à chaud |
| Épaisseur de coupe |
0,1 à 24 mm |
| Matériaux disponibles |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Dureté de l'acier à outils |
HRC 62-64 pour les spécifications applicables en matière d'acier à outils |
| Diamètre extérieur maximal |
600 millimètres |
| Exemple de taille |
6.000″ OD × 3.000″ ID × 0.375″ T |
| Tolérance du diamètre intérieur |
+0,02 mm |
| Concentricité |
≤0,02 mm |
| Tolérance d'épaisseur |
Jusqu'à ±0,001 mm, selon le diamètre de la lame |
| Rugosité de surface standard |
Ra 0,2 μm |
| Rugosité de la surface polie |
Jusqu'à Ra 0,1 μm pour les tailles applicables |
| Vitesse de référence de l’industrie des calibres fins |
Jusqu'à environ 305 m/min |
| Personnalisation |
Selon dessins, dimensions ou échantillons |
| Quantité minimale de commande |
2 pièces |
| Délai de livraison |
30 à 35 jours |
L’exemple de taille répertorié n’est pas une spécification standard fixe. Le diamètre extérieur, le diamètre intérieur, l'épaisseur, le matériau, la dureté et les tolérances finaux sont fabriqués selon le dessin approuvé et les conditions de refendage réelles.
Applications pour le refendage de l'acier laminé à chaud
Ces lames de découpe rotatives sont principalement utilisées dans :
- Refendage de bobines d'acier laminées à chaud
- Refendage de tôles d'acier laminées à chaud
- Production de bandes étroites laminées à chaud
- Centres de traitement de bobines d'acier
- Centres de service en acier
- Découpage des bords de tôles laminées à chaud
- Lignes de refendage multi-couteaux en continu
Ce produit est destiné à l'acier laminé à chaud ayant terminé le processus de laminage et refroidi. Il n'est pas destiné aux opérations de découpe d'acier à chaud, de cisaillement à la volée à chaud ou de coupe à longueur à haute température sur une ligne de laminage à chaud.
Problèmes courants liés au refendage de l'acier laminé à chaud
L'épaisseur, la résistance, l'échelle de surface et la charge de coupe de l'acier laminé à chaud affectent la sélection du matériau de la lame, de la dureté et des paramètres d'outillage. Une configuration incorrecte de la lame ou des outils peut entraîner :
|
Problème courant
|
Résultat typique
|
| Bavures excessives |
Bavures continues ou localisées le long du bord de la fente |
| Déformation des bords |
Bords de bandes roulés, comprimés ou déformés |
| Écaillage de la lame |
Éclats localisés, microfissures ou dommages aux bords |
| Usure rapide de la lame |
Émoussement rapide des bords et réaffûtage plus fréquent |
| Usure inégale de la lame |
Différents taux d'usure entre les lames supérieures, inférieures ou adjacentes |
| Variation de largeur |
Variation dimensionnelle des bandes finies |
| Coincement des couteaux |
Interférence lors de l'installation ou du fonctionnement de la lame |
| Décapage instable |
Difficulté à guider ou à séparer les bandes fendues |
Ces problèmes ne sont pas toujours causés uniquement par le matériau de la lame. Le jeu horizontal, la précision de l'arbre, le parallélisme des lames, l'accumulation d'entretoises, les conditions d'installation et la configuration du dénudage peuvent également affecter le résultat de la coupe.
Pourquoi des bavures et des résultats de refendage anormaux se produisent
Différents résultats de refendage peuvent indiquer différentes zones qui doivent être vérifiées.
|
Résultat de refendage
|
Direction de l'inspection
|
| Bavures complètement irrégulières sur toutes les bandes |
Vérifiez la précision de la machine à refendre et de l'ensemble d'outils complet |
| Les bandes impaires ou paires ne peuvent pas être complètement séparées |
Vérifiez l'alignement de l'épaulement de l'arbre et le jeu de la première paire de lames. |
| Des bavures régulières apparaissent du même côté des bandes |
Vérifier la position de dénudage, l'épaulement du séparateur et le jeu initial |
| Bavures continues sur toute la longueur de la bande |
Vérifier le faux-rond de l'arbre et le parallélisme de la lame |
| Certaines bandes sont acceptables tandis que d'autres restent défectueuses |
Vérifiez l'erreur de lame accumulée et l'état de la surface de la lame. |
| Bavures excessives régulières des deux côtés de toutes les bandes |
Le jeu horizontal est peut-être trop grand |
| Compression régulière des deux côtés de toutes les bandes |
Le jeu horizontal est peut-être trop petit |
Les problèmes de refendage de l'acier laminé à chaud doivent donc être évalués en vérifiant ensemble les lames, les arbres, les entretoises, le jeu et l'état d'installation, plutôt qu'en augmentant simplement la dureté de la lame.
Matériaux de lame pour différentes épaisseurs d'acier laminé à chaud
SENDA sélectionne les matériaux de lame en fonction de l'épaisseur de l'acier laminé à chaud, de la résistance à la traction, de l'état de surface et des exigences réelles de refendage.
|
Épaisseur de l'acier laminé à chaud
|
Matériaux de lame disponibles
|
| <3,0 millimètres |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3,0 à 6,0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6,0 millimètres |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 et LS13
LS7, LS6 et LS13 sont sélectionnés en fonction de la gamme d'épaisseurs d'acier laminé à chaud :
- Le LS7 peut être utilisé sur les trois principales plages d’épaisseur.
- Le LS6 est principalement utilisé pour l'acier laminé à chaud de moins de 6,0 mm.
- Le LS13 est principalement utilisé pour l'acier laminé à chaud de plus de 3,0 mm.
SKD11, D2 et Cr12MoV
SKD11, D2 et Cr12MoV sont des catégories de matériaux d'acier à outils qui peuvent être utilisées pour différentes épaisseurs d'acier laminé à chaud. La sélection finale dépend de la résistance de la bande, de l'échelle de la surface, de la charge de coupe, de la vitesse de refendage et du risque d'écaillage.
HSS
Le HSS est disponible en tant que catégorie de matériaux en acier rapide pour différentes plages d'épaisseur. La qualité HSS spécifique est sélectionnée en fonction des conditions réelles de refendage.
SD-51 et SD-56
Les SD-51 et SD-56 peuvent être utilisés pour les applications laminées à froid et à chaud. La sélection finale dépend toujours de l'épaisseur de la bande, de sa résistance et des paramètres de la machine.
Équilibre de la dureté et de la ténacité de la lame
HRC 62–64 est disponible pour les spécifications de lame en acier à outils applicables, mais cette plage de dureté ne doit pas être appliquée uniformément à chaque matériau de lame.
La dureté finale dépend :
- Matériau de la lame
- Épaisseur de l'acier laminé à chaud
- Résistance à la traction
- État de l'échelle de surface
- Diamètre extérieur et épaisseur de la lame
- Vitesse de refendage
- Charge de pointe
- Risque d'écaillage
Une dureté plus élevée peut favoriser la rétention des bords et le contrôle de l'usure, mais la ténacité de la lame doit également être prise en compte pour les bandes plus épaisses, les charges de coupe ou les conditions d'impact plus élevées.
Le matériau de la lame et les paramètres de traitement thermique doivent donc être sélectionnés en fonction de l'application de refendage spécifique. HRC 62-64 n'est pas une spécification de dureté universelle pour toutes les lames de découpe en acier laminées à chaud.
Tolérance d'épaisseur de lame et parallélisme
La précision de la lame change avec le diamètre extérieur. Une tolérance d'épaisseur de ±0,001 mm ne doit pas être présentée comme une tolérance universelle pour toutes les tailles de lame.
|
Diamètre extérieur de la lame
|
Tolérance d'épaisseur
|
Parallélisme
|
| ≤250 millimètres |
±0,001 mm |
0,002 mm |
| ≤340 millimètres |
±0,001 mm |
0,002 mm |
| ≤420 millimètres |
±0,001 mm |
0,002 mm |
| ≤550 millimètres |
±0,003 mm |
0,002 mm |
| ≤600 millimètres |
±0,005mm |
0,005 mm |
Dans un système de refendage à plusieurs couteaux, les erreurs dimensionnelles dues aux lames individuelles et aux entretoises peuvent s'accumuler. La pile d'outillage complète doit donc être contrôlée en plus de l'épaisseur de chaque lame individuelle.
Planéité de la lame par diamètre et épaisseur
La planéité de la lame dépend à la fois du diamètre extérieur et de l'épaisseur de la lame.
|
Diamètre extérieur de la lame
|
Épaisseur ≤1 mm
|
Épaisseur 1 à 2 mm
|
Épaisseur 2 à 5 mm
|
Épaisseur>5mm
|
| ≤250 millimètres |
0,02 mm |
0,005 mm |
0,002 mm |
0,002 mm |
| ≤340 millimètres |
0,03 mm |
0,01 mm |
0,005 mm |
0,002 mm |
| ≤420 millimètres |
0,04 mm |
0,02 mm |
0,01 mm |
0,002 mm |
| ≤550 millimètres |
— |
— |
0,02 mm |
0,005 mm |
| ≤600 millimètres |
— |
— |
— |
0,01 mm |
Une planéité et un parallélisme appropriés aident à contrôler le contact de la lame, la charge de coupe localisée, l'usure inégale et la variation des bords de fente finis.
Rugosité et finition de la surface
La rugosité standard de la surface de la lame est de Ra 0,2 μm. Pour les tailles de précision applicables, la rugosité de la surface polie peut atteindre Ra 0,1 μm.
|
Paramètre de surface
|
Spécification
|
| Rugosité de surface standard |
Ra 0,2 μm |
| Rugosité de la surface polie |
Ra 0,1 μm |
| Plage applicable principale pour Ra 0,1 μm |
Tailles de lame correspondantes avec OD ≤420 mm |
| Finition de surface |
Meulé, rodé et poli |
Le terme original « Rondosité de la surface : Ra 0,1 μm » doit être corrigé en « Rugosité de la surface », car Ra fait référence à la rugosité de la surface plutôt qu'à la rondeur.
Référence de dégagement horizontal de la lame
Le jeu horizontal des lames est initialement sélectionné en fonction de l’épaisseur de la bande et de sa résistance à la traction.
|
Matériau et résistance à la traction
|
Jeu horizontal en pourcentage de l'épaisseur de la bande
|
| Aluminium doux, cuivre et laiton, ≤100 MPa |
3 % à 5 % |
| Acier doux, alliage de cuivre et aluminium dur, ≤240 MPa |
Environ 10% |
| Acier mi-dur et acier inoxydable doux, environ 420 à 620 MPa |
Environ 12 % à 15 % |
| Acier inoxydable et acier fortement allié, environ 700 à 1 310 MPa |
Environ 15 à 25 % |
Pour les aciers laminés à chaud, les principales gammes de référence sont :
- Acier laminé à chaud plus doux avec résistance à la traction ≤240 MPa : jeu initial d'environ 10 % de l'épaisseur de la bande.
- Acier laminé à chaud de résistance moyenne avec une résistance à la traction d'environ 420 à 620 MPa : jeu initial d'environ 12 à 15 % de l'épaisseur de la bande.
Ces valeurs sont des références de réglage initial. Le jeu final doit être ajusté en fonction de la qualité d'acier réelle, de l'épaisseur, de l'état de pointe, de la précision de la machine et du profil de bord cisaillé requis.
Un jeu excessif peut entraîner la formation régulière de bavures. Un jeu insuffisant peut augmenter la compression du matériau, la charge de pointe ou une usure anormale.
Comment fonctionnent les lames de découpe rotatives
Une fois que la bobine d'acier laminée à chaud entre dans la ligne de refendage, les lames rotatives supérieure et inférieure sont montées sur leurs arbres respectifs. Les lames, entretoises et cales sont disposées selon les largeurs de bandes requises.
Le processus de refendage comprend :
- La bobine d'acier laminée à chaud entre dans la ligne de refendage.
- Les lames rotatives sont disposées sur les arbres supérieur et inférieur en fonction des largeurs cibles.
- Les entretoises en acier contrôlent les positions des lames et les largeurs de bandes finies.
- Les cales sont utilisées pour affiner la position des lames et le jeu horizontal.
- Les lames supérieures et inférieures forment le jeu horizontal et le chevauchement requis.
- La bobine d'acier est continuellement cisaillée lorsqu'elle passe à travers les bords de la lame.
- Les anneaux en caoutchouc et les anneaux de dévêtissage facilitent le maintien, le guidage et le retrait des bandes.
- Les bandes fendues continuent à reculer ou à être traitées en aval.
La qualité du refendage dépend non seulement de l'affûtage de la lame, mais également de l'état de l'arbre, de la précision de la lame, du réglage du jeu et des dimensions accumulées de la pile d'outils complète.
Outillage complet pour lignes de refendage d'acier laminé à chaud
SENDA peut configurer les lames et les outils de support en fonction de la machine à refendre, des largeurs de bande cibles et de la structure de la pile d'outils.
|
Composant d'outillage
|
Fonction principale
|
| Lames de découpe rotatives |
Effectuer une refente longitudinale continue |
| Entretoises en acier |
Contrôler la position de la lame et la largeur de la bande finie |
| Cales |
Ajustez la position de la lame et le jeu horizontal |
| Anneaux NBR |
Recommandé pour les matériaux laminés à chaud pour le maintien, le guidage et le dévêtissage. |
| Anneaux en PU |
En option pour les matériaux laminés à chaud |
| Anneaux décapants en acier |
Appliquer une pression, guider et retirer les bandes étroites |
| Outils de séparation |
Séparez et guidez les bandes fendues |
Pour les matériaux laminés à chaud, les anneaux NBR sont la direction recommandée, tandis que les anneaux PU peuvent être sélectionnés en fonction des conditions de la machine et de la surface du matériau.
Comment sélectionner des lames de découpe rotatives pour l'acier laminé à chaud
1. Confirmez les paramètres de l'acier laminé à chaud
Veuillez fournir :
- Nuance d'acier laminé à chaud
- Épaisseur de la bande
- Résistance à la traction
- État des surfaces
Ces informations sont utilisées pour déterminer le matériau de la lame, la dureté et le jeu horizontal initial.
2. Confirmez les dimensions de la lame et de l'arbre
Veuillez fournir :
- Diamètre extérieur de la lame
- Diamètre intérieur de la lame
- Épaisseur de la lame
- Dimensions de l'arbre
- Structure de forage et d'installation
- Dessin de lame existant ou échantillon physique
Toutes les exigences de dessin concernant la planéité, le parallélisme, la concentricité, le rayon, le chanfrein ou la géométrie de coupe doivent également être fournies.
3. Confirmez les conditions de production
Veuillez fournir :
- Vitesse de refendage
- Largeur de bande cible
- Modèle de machine à refendre
- Configuration d'outillage multi-couteaux
Certaines lignes de refendage à grande vitesse traitant environ 0,5 à 2,7 mm d'acier laminé à froid et à chaud ont une vitesse de référence industrielle d'environ 305 m/min. La vitesse de fonctionnement réelle dépend toujours de l'épaisseur de la bande, de la résistance à la traction, des dimensions de la lame et des conditions de la machine. Cette vitesse ne doit pas être appliquée uniformément sur toute la plage d'épaisseur de 0,1 à 24 mm.
4. Confirmez le problème de refendage actuel
Des photos du bord refendu, du tranchant de la lame et de l’état d’usure peuvent aider à évaluer :
- Position et direction des bavures
- Écaillage de la lame
- Usure inégale de la lame
- Variation de largeur de bande
- Coincement des couteaux
- Décapage instable
5. Confirmer les exigences en matière d'outillage de prise en charge
Veuillez confirmer si la commande nécessite :
- Entretoises en acier
- Cales
- Anneaux NBR ou PU
- Anneaux dévêtisseurs en acier
- Outils de séparation
De la révision des dessins à l’inspection dimensionnelle
Les lames de découpe en acier laminées à chaud doivent correspondre aux arbres, aux entretoises et à la pile d'outils complète du client. SENDA peut fabriquer selon les dessins du client, les dimensions de lame existantes ou des échantillons physiques. Le dessin approuvé sert de base à l’inspection de la production et du produit fini.
Examen des dessins et des paramètres
Avant la production, les informations techniques sont examinées pour confirmer :
- Diamètre extérieur, diamètre intérieur et épaisseur de la lame
- Dimensions de montage alésage-arbre
- Exigences de planéité et de parallélisme
- Exigences de concentricité
- Rayon, chanfrein et structure de pointe
- Tolérances dimensionnelles et données de contrôle indiquées sur le dessin
Le matériau de la lame, la dureté et la qualité de précision sont également sélectionnés en fonction de l'épaisseur de l'acier laminé à chaud, de la résistance à la traction et des conditions réelles de refendage.

Inspection dimensionnelle de la lame finie
Après l'usinage, les dimensions de la lame finie et l'état de la surface sont vérifiés conformément au dessin approuvé et aux exigences de la commande. Cela permet de confirmer que les lames correspondent aux arbres et à la configuration des outils existants du client.
Les éléments d’inspection peuvent inclure :
- Diamètre extérieur
- Diamètre intérieur
- Épaisseur de la lame
- Dimensions spécifiées par le dessin
- État de pointe et de surface
- Ajustement dimensionnel d'ensembles d'outillage complets
Processus de fabrication
SENDA fabrique des outils de refendage industriels à partir d'aciers à outils alliés forgés, d'aciers rapides, d'aciers exclusifs et d'aciers hautes performances issus de la métallurgie des poudres.
Le principal processus de fabrication comprend :
- Examen de la demande et des dessins
- Matériau de la lame et confirmation de la dureté
- Préparation des matières premières et forgeage
- Traitement thermique sous vide ou traitement thermique par bain de sel
- Trempe
- Usinage dimensionnel CNC
- Rectification cylindrique interne et externe
- Meulage de surface de précision
- Traitement de pointe
- Rodage ou polissage
- Contrôle dimensionnel et superficiel
- Prévention de la rouille et emballage
Le processus de production réel peut varier en fonction du matériau de la lame, des dimensions et des exigences de précision.
Inspection et contrôle qualité
SENDA utilise l'analyse des matériaux, l'inspection dimensionnelle et l'inspection de surface pour contrôler les matières premières, les processus de fabrication et les lames finies.
|
Article d'inspection
|
Contenu de l'inspection
|
| Analyse spectrale |
Vérifie la composition chimique des matériaux |
| Analyse métallographique |
Évalue la microstructure du matériau |
| Contrôles non destructifs |
Vérifie les défauts de matériaux ou de produits |
| Inspection OD et ID |
Vérifie les diamètres extérieurs et intérieurs selon le dessin approuvé |
| Contrôle d'épaisseur |
Vérifie l'épaisseur de la lame |
| Contrôle de planéité |
Vérifie la planéité de la lame |
| Inspection du parallélisme |
Vérifie le parallélisme entre les surfaces de travail |
| Inspection de concentricité |
Vérifie la relation concentrique entre l'alésage et le diamètre extérieur |
| Inspection de la rugosité des surfaces |
Vérifie la rugosité de la surface meulée ou polie |
| Inspection de pointe |
Vérifie l’écaillage, les bavures et l’état de meulage |
Les éléments d'inspection spécifiques sont déterminés en fonction du matériau de la lame, des dimensions, des dessins et des exigences de la commande.
Emballage et livraison
|
Article
|
Spécification
|
| Quantité minimale de commande |
2 pièces |
| Délai de livraison |
30 à 35 jours |
| Protection contre la rouille |
Huile antirouille |
| Protection intérieure |
Emballage plastique de protection |
| Emballage extérieur |
Caisse en contreplaqué solide |
| Conditions de paiement |
LC, D/A, D/P, T/T, Western Union |
| Attestation |
OIN 9001 |
| Lieu d'origine |
Chine |
Avant l'emballage, les lames reçoivent une protection contre la rouille. Un emballage de protection en plastique et un boîtier en contreplaqué solide aident à réduire le risque d'humidité, de corrosion et de dommages tranchants pendant le transport.
Foire aux questions
Quels matériaux sont disponibles pour les lames de découpe en acier laminées à chaud ?
Les matériaux disponibles incluent LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 et Cr12MoV. LS7, LS6 et LS13 sont sélectionnés en fonction de l'épaisseur de l'acier laminé à chaud. D'autres matériaux sont sélectionnés en fonction de la résistance de la bande, de l'état de surface et des exigences réelles de refendage.
Quelle épaisseur d'acier laminé à chaud les lames peuvent-elles traiter ?
La plage actuelle des épaisseurs de coupe est comprise entre 0,1 et 24 mm. Différentes épaisseurs, résistances et conditions de machine nécessitent des matériaux de lame, des duretés, des dimensions, des jeux et des vitesses de fonctionnement différents.
Le HRC 62-64 convient-il à tous les matériaux de lame ?
Non. HRC 62–64 n’est disponible que pour les spécifications de lame en acier à outils applicables. Les aciers des séries LS, HSS, les matériaux des séries SD et autres nuances nécessitent une sélection de dureté en fonction de leurs propriétés matérielles et des conditions de fonctionnement réelles.
Quel dégagement horizontal faut-il utiliser pour le refendage de l'acier laminé à chaud ?
Pour l'acier laminé à chaud plus doux avec une résistance à la traction ≤ 240 MPa, environ 10 % de l'épaisseur de la bande peut être utilisée comme référence initiale. Pour l'acier laminé à chaud de résistance moyenne à environ 420 à 620 MPa, environ 12 à 15 % peuvent être utilisés comme référence initiale. Le jeu final doit être ajusté en fonction du profil réel du bord cisaillé, de l'état des bavures, de la précision de la machine et de l'état de la lame.
Quelle précision de lame SENDA peut-il offrir ?
En fonction du diamètre de la lame, la tolérance d'épaisseur peut atteindre ±0,001 mm et le parallélisme peut atteindre 0,002 mm. La rugosité de surface standard est de Ra 0,2 μm, tandis que les spécifications polies applicables peuvent atteindre Ra 0,1 μm.
Quelles informations sont nécessaires pour un devis ?
Veuillez fournir la qualité de l'acier laminé à chaud, l'épaisseur, la résistance à la traction, la vitesse de refendage, la largeur de bande cible, le diamètre extérieur × ID × T de la lame, les dimensions de l'arbre, le matériau actuel de la lame, les problèmes de refendage actuels, le dessin et la quantité requise.
Informations requises pour un devis personnalisé
Pour déterminer le matériau de la lame, la dureté, la précision dimensionnelle et la configuration de l'outillage appropriés, veuillez fournir :
- Nuance d'acier laminé à chaud
- Épaisseur de l'acier laminé à chaud
- Résistance à la traction
- Vitesse de refendage
- Largeur de bande cible
- Diamètre extérieur de la lame, diamètre intérieur et épaisseur
- Dimensions de l'arbre
- Matériau actuel de la lame
- Problème actuel de bavure, d'écaillage ou d'usure
- Entretoises, anneaux en caoutchouc ou anneaux de dévêtissage requis
- Dessin technique de la lame
- Photos de pales existantes ou dimensions physiques
- Quantité requise
Téléchargez le dessin de votre lame et fournissez les paramètres d'épaisseur de l'acier laminé à chaud, de résistance à la traction et de ligne de refendage pour le matériau, la tolérance dimensionnelle et l'examen complet de l'outillage.

 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!